模具制造加工流程、标准、工艺及案例合集
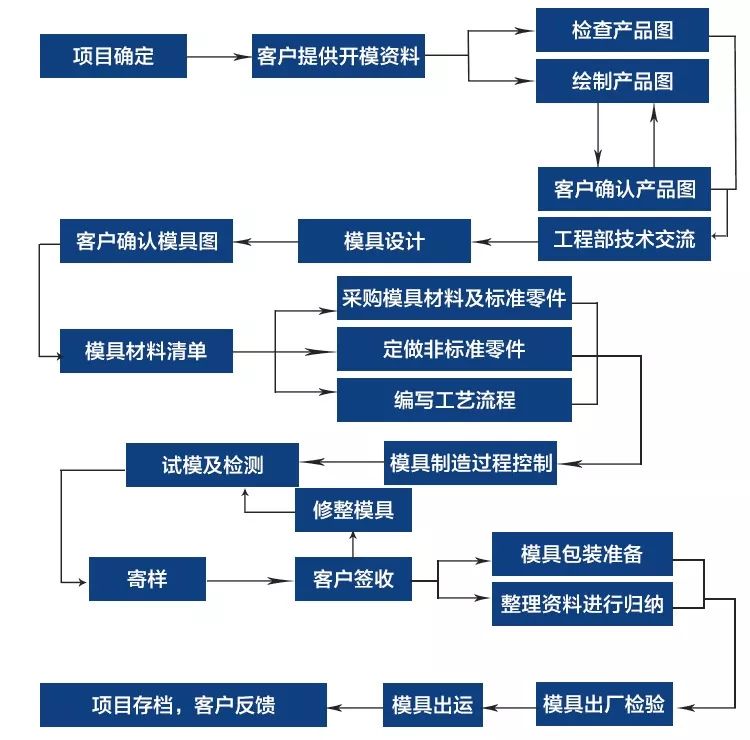
工艺流程图如下:
我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具。
近年来,随着塑料工业的飞速发展和通用与工程塑料在强度和精度等方面的不断提高,塑料制品的应用范围也在不断扩大,如:家用电器、仪器仪表,建筑器材,汽车工业、日用五金等众多领域,塑料制品所占的比例正迅猛增加。一个设计合理的塑料件往往能代替多个传统金属件。工业产品和日用产品塑料化的趋势不断上升。
1、模具的一般定义:在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具。
2、注塑过程说明:模具是一种生产塑料制品的工具。它由几组零件部分构成,这个组合内有成型模腔。注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,最后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。
3、模具的一般分类:可分为塑胶模具及非塑胶模具:
1)非塑胶模具有:铸造模、锻造模、冲压模、压铸模等。
A.铸造模——水龙头、生铁平台B.锻造模——汽车身C.冲压模——计算机面板D.压铸模——超合金,汽缸体
2)塑胶模具根据生产工艺和生产产品的不同又分为:
A.注射成型模——电视机外壳、键盘按钮(应用最普遍)B.吹气模——饮料瓶C.压缩成型模——电木开关、科学瓷碗碟D.转移成型模——集成电路制品E.挤压成型模——胶水管、塑胶袋F.热成型模——透明成型包装外壳G.旋转成型模——软胶洋娃娃玩具
注塑模具是由若干块钢板配合各种零件组成的,基本分为:
A 成型装置(凹模,凸模)B 定位装置(导柱,导套)C 固定装置(工字板,码模坑)D 冷却系统(运水孔)E 恒温系统(加热管,发热线)F 流道系统(唧咀孔,流道槽,流道孔)G 顶出系统(顶针,顶棍)
为保证模具制作加工工艺的合理性、一致性,优化加工工艺,提高模具制作的进度,每家模具工厂一般都会制定适合本工厂的工艺标准。本文提供了一份可供参考的标准。

1. 工艺员编工艺卡
工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。铣床、CNC、磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。图纸上的尺寸不能随意更改(只有技术员能改)。
2. 加工预留量原则
需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铣床粗铣外形单边预留余量0.3-0.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量;CNC精加工、电脉冲后要镜面抛光,单边留0.03mm的抛光余量。
汽车模设计结构课:7月1号已经发行
3. 加工精度要求
模具尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。其余模板配合面的平行度要求在0.01~0.02mm范围内;固定部分的配合精度一般选用0.01~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01~0.02mm的间隙配合。
4. CNC拆电极的原则
模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC清角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm,应当分开做,节约铜料。
大电极粗加工火花位做单边0.3mm,精加工火花位做单边0.15mm;一般电极粗加工火花位做单边0.2mm,精加工火花位做单边0.1mm;小电极粗加工火花位做单边0.15mm,精加工火花位做单边0.07mm。
5. CNC加工原则
模仁、镶件需要CNC开粗的部分,单边预留余量0.2mm,热处理后需CNC精加工的工件,如果产品外观允许,CNC能精加工到位的模具型腔型芯,优先用CNC加工,如不能加工到位的做电极,用电脉冲加工。
6. 动静模仁加工工艺
1)备材料;
2)铣床加工:钻运水孔(运水孔堵头最深处距横向运水孔距离3-4mm)、穿丝孔,钻、攻螺丝孔,钻、铰顶针孔,模具编号、基准角、挂台让位;
3)CNC加工:粗加工;
4)热处理加工:注明硬度要求;
5)磨床加工:磨六面角尺,外形以配框尺寸磨准(如果模仁是一件的外形尺寸比图纸尺寸负0.03mm-0.05mm,如果模仁是两件,则两件模仁拼起来方向的外形尺寸相加比图纸尺寸负0.03mm-0.05mm)⊥0.01、∥0.01,可磨床成形的部分必须研磨成形;
6)如需CNC精加工的模仁,安排CNC 精加工,如型腔有字体及模号需刻字加工;
7)线切割加工:中丝加工镶件孔、斜顶孔、顶针孔、唧嘴孔等;
8)放电加工:根据图纸和脉冲指示单加工;
9)抛光加工:在工艺流程卡上写明抛光的粗糙度及要求,在工件上用记号笔标明抛光的区域,有镜面要求的如周期来不及可先粗抛待试模后再精抛;
10)装配;
11)试模。

7. 主体镶件加工工艺
1)备材料:工艺员根据工件的大小、形状来定义是单件加工还是多件合在一起加工,如果是多件一起加工,工艺员需对工件的加工排位出图;
2)铣床加工:钳工根据工件图或结合工艺员出的排位图进行加工,钻运水孔(运水孔堵头最深处距横向运水孔距离3-4mm)、穿丝孔,钻、攻螺丝孔,钻、铰顶针孔,成型处开粗,模具编号,挂台让位;
3)CNC加工:如需CNC粗加工的工件,安排CNC粗加工;
4)热处理加工:注明硬度要求;
5)磨床加工:磨六面角尺,可磨床成形的部分必须研磨成形;
6)如需CNC精加工的工件,安排CNC 精加工,如镶件有字体及模号需刻字加工;
7)线切割加工:中丝加工镶件孔、斜顶孔、顶针孔等;
8)放电加工:根据图纸和脉冲指示单加工;
9)抛光加工:在工艺流程卡上写明抛光的粗糙度及要求,在工件上用记号笔标明抛光的区域,有镜面要求的如周期来不及可先粗抛待试模后再精抛;
10)装配;
11)试模。
8. 异形镶件加工工艺:
工艺1:
1)线切割加工:中丝割外形尺寸割准(A/B视图),拉片,厚度留余量磨床,成型处开粗;
2)磨床加工:磨厚度、斜度,成型;
3)放电加工;
4)抛光加工。
工艺2:
1)线切割加工:中丝割外形、镶件孔、顶针孔,尺寸割准(C视图),挂台及成型处开粗;
2)磨床加工:磨高度、挂台、斜度,成型;
3)放电加工;
4)抛光加工。
9. 简单镶件加工工艺
1)线切割加工:快丝割外形留余量磨床(A/B视图),拉片,厚度留余量磨床;
2)外形尺寸磨准,磨挂台、斜度,成型;
3)放电加工;
4)抛光加工。

10. 圆镶件加工工艺
1)无心磨:外形尺寸磨准;
2)磨床加工:挂台处清角;
3)线割加工:快丝割长度(单边留0.1mm磨床余量),割顶针孔、排气孔;
4)磨床加工:磨长度、成型。
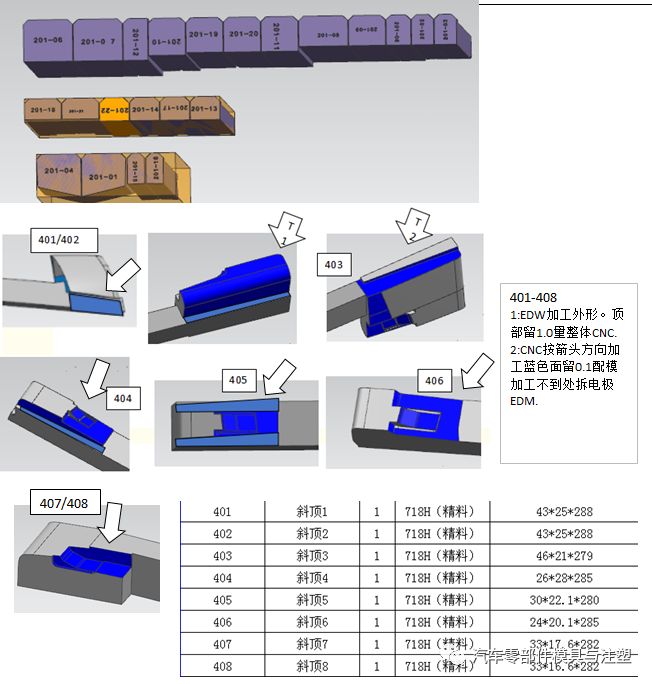
11. 斜顶加工工艺
1)线切割加工:中丝割外形,头部对插面留余量磨配,其余尺寸磨准,拉片厚度留余量、工字槽开粗留余量磨床;
2)磨床加工:磨厚度、工字槽;
3)装配;
4)脉冲;
5)抛光;
6)铣床开油槽。
12. 斜顶座加工工艺
1)钳工备条料:高度尺寸双边预留1.5mm,宽度方向尺寸双边预留0.5 mm,长度方向双边预留5 mm方便线割加工装夹;
2)铣床加工:钻、攻螺丝孔;
3)热处理加工;
4)磨床加工:磨六面角尺,宽度尺寸磨准;
5)线切割快丝加工工字槽准,拉片,厚度留余量磨床,高度尺寸正1.2 mm;
6)磨床加工:磨床外形尺寸,配入顶针板,高度尺寸正1mm。
13. 斜顶导向块加工工艺
1)线割加工:快丝割外形,留预留磨床;
2)磨床加工:磨六面角尺,外形尺寸磨准;
3)铣床加工:穿线孔、螺丝过孔;
4)线割加工:快丝割斜顶导向孔。
14. 滑块座加工工艺
1)备材料;
2)磨床加工:磨六面角尺,外形尺寸磨准;
3)铣床加工:钻穿丝孔,钻、攻螺丝孔;
4)线切割加工:快丝加工斜导柱孔;
5)CNC精加工:成型处尺寸铣准。
15. 压块加工工艺
1)备材料;
2)铣床加工:钻螺丝过孔,成型处开粗(单边预留0.3-0.5,磨床);
3)磨床加工:磨六面角尺,外形尺寸磨准,成型。
16. 锁紧块加工工艺
1)备材料;
2)磨床加工:磨六面角尺,外形尺寸磨准;
3)线切割加工;快丝成型;
4)铣床加工:钻、攻螺丝孔。

17. 顶杆孔加工原则
Φ3以上(含Φ3、Φ4、Φ5、Φ6)顶杆孔的加工采用铣床钻孔、铰孔;Φ3以下或非标准顶杆孔,采用线切割加工,底部避空。
18. 穿丝孔加工原则
各种孔需线切割加工时,其内壁圆周大于Φ3以上(含Φ3)时,必须钻穿丝孔。
19. 商标的加工且需要抛镜面的模具
1)模仁CNC精铣后商标处留余量;
2)线割中丝加工:商标镶件孔;
3)放电加工:挂台深度准;
4)配商标芯子,安装夹具;
5)商标处余量脉冲接平;⑥抛光。
20. 模架加工工艺
1)铣床加工:内框倒角,钻螺丝孔、顶针孔、水路孔、浇口杯过孔、斜顶孔过孔;
2)CNC加工:铣浇口杯沉孔、斜顶座孔、导向块孔、行位槽,热流道模具A板需CNC加工,模脚刻字加工。
21. 有网格状加强筋的安装架的后模加工工艺
此类安装架后模具筋位的加工根据不同的模具类别,选择不同的加工工艺。
1)一类模具我们直接采用整体电极,以保证产品的统一性;
2)非一类模具的加工工艺选择时,可根据实际的加工量进行调配。电极可做分体也可做整体,如果筋位为通槽,可先线割开粗,然后磨床精修。

22. 需要线割夹具或电极,批量脉冲的工件
对于部分工件(如:多功能两插插孔的芯子)需要线割夹具或电极,批量脉冲的工件的加工流程如下:
1)CNC出排位图;
2)线割取图依尺寸加工夹具或电极;
3)线割加工完成后,如电极还需CNC加工将电极交于CNC,将夹具转交于钳工;
4)CNC加工电极,并出放电图;
5)脉冲加工;
6)抛光。
23. 支撑柱高度计算
模架在3030以下支撑柱高度比模脚高出0.08-0.1mm,3030高出0.1mm,3535高出0.1-0.12mm,3535以上高出0.12-0.15mm。
24. 顶针加工工艺
Φ2及以上顶针切割机割长度留余量磨床,磨床加工长度尺寸磨准(钳工自己加工);Φ2以下顶针线割加工尺寸割准。扁顶针、司筒采用线割割长度留余量磨床;磨床加工,长度尺寸磨准。
1.电火花加工
(1)基本原理
电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文为Electrical Discharge Machining,简称EDM。
(2)基本设备:电火花加工机床。
(3)主要特点
能加工普通切削加工方法难以切削的材料和复杂形状工件;加工时无切削力;不产生毛刺和刀痕沟纹等缺陷;工具电极材料无须比工件材料硬;直接使用电能加工,便于实现自动化;加工后表面产生变质层,在某些应用中须进一步去除;工作液的净化和加工中产生的烟雾污染处理比较麻烦。
(4)使用范围
加工具有复杂形状的型孔和型腔的模具和零件;加工各种硬、脆材料如硬质合金和淬火钢等;加工深细孔、异形孔、深槽、窄缝和切割薄片等;加工各种成形刀具、样板和螺纹环规等工具和量具。
2.电火花线切割加工
(1)基本原理
利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。英文为Wire cut Electrical Discharge Machining,简称WEDM,又称线切割。
(2)基本设备:电火花线切割加工机床。
(3)主要特点
电火花线切割加工,除具有电火花加工的基本特点外,还有一些其他特点:
①不需要制造形状复杂的工具电极,就能加工出以直线为母线的任何二维曲面;
②能切割0.05毫米左右的窄缝;
③加工中并不把全部多余材料加工成为废屑,提高了能量和材料的利用率;
④在电极丝不循环使用的低速走丝电火花线切割加工中,由于电极丝不断更新,有利于提高加工精度和减少表面粗糙度;
⑤电火花线切割能达到的切割效率一般为20-60毫米2/分,最高可达300毫米2/分;加工精度一般为±0.01至±0.02毫米,最高可达±0.004毫米;表面粗糙度一般为Ra2.5至1.25微米,最高可达Ra0.63微米;切割厚度一般为40-60毫米,最厚可达600毫米。
(4)使用范围
主要用于加工:各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等;成形刀具、样板、电火花成型加工用的金属电极;各种微细孔槽、窄缝、任意曲线等。具有加工余量小、加工精度高、生产周期短、制造成本低等突出优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
3.电解加工(Electro Chemical Machining)
(1)基本原理
基于电解过程中的阳极溶解原理并借助于成型的阴极,将工件按一定形状和尺寸加工成型的一种工艺方法,称为电解加工。
(2)使用范围
电解加工对于难加工材料、形状复杂或薄壁零件的加工具有显著优势。电解加工已获得广泛应用,如炮管膛线、叶片、整体叶轮、模具、异型孔及异型零件、倒角和去毛刺等加工。并且在许多零件的加工中,电解加工工艺已占有重要甚至不可替代的地位。
(3)优点
加工范围广。电解加工几乎可以加工所有的导电材料,并且不受材料的强度、硬度、韧性等机械、物理性能的限制,加工后材料的金相组织基本上不发生变化。它常用于加工硬质合金、高温合金、淬火钢、不锈钢等难加工材料。
(4)局限性
加工精度和加工稳定性不高;加工成本较高,且批量越小,单件附加成本越高。
4.激光加工
(1)基本原理
激光加工,是利用光的能量经过透镜聚焦后在焦点上达到很高的能量密度,在极小时间内使材料熔化或气化而被蚀除下来,实现加工。
(2)主要特点
激光加工技术具有材料浪费少、在规模化生产中成本效应明显、对加工对象具有很强的适应性等优势特点。在欧洲,对高档汽车车壳与底座、飞机机翼以及航天器机身等特种材料的焊接,基本采用的是激光技术。
(3)使用范围
激光加工作为激光系统最常用的应用,主要技术包括:激光焊接、激光切割、表面改性、激光打标、激光钻孔、微加工及光化学沉积、立体光刻、激光刻蚀等。
5.电子束加工
(1)基本原理
电子束加工是利用高能量的会聚电子束的热效应或电离效应对材料进行的加工。
(2)主要特点
能量密度高,穿透能力强,一次熔深范围广,焊缝宽比大,焊接速度快,热影响区小,工作变形小。
(3)使用范围
电子束加工的材料范围广,加工面积可以极小;加工精度可以达到纳米级,实现分子或原子加工;生产率高;加工所产生的污染小,但加工设备成本高;可以加工微孔、窄缝等,还可用来进行焊接和细微的光刻。真空电子束焊接桥壳技术是电子束加工在汽车制造业中的主要应用。
6.离子束加工(Ion Beam Machining)
(1)基本原理
离子束加工是在真空状态下,将离子源产生的离子流,经加速、聚焦达到工件表面上而实现加工。
(2)主要特点
由于离子流密度及离子能量可以精确控制,因而能精确控制加工效果,实现纳米级乃至分子、原子级的超精密加工。离子束加工时,所产生的污染小,加工应力变形极小,对被加工材料的适应性强,但加工成本高。
(3)使用范围
离子束加工依其目的可以分为蚀刻及镀膜两种。
1)蚀刻加工
离子蚀刻用于加工陀螺仪空气轴承和动压马达上的沟槽,分辨率高,精度、重复一致性好。离子束蚀刻应用的另一个方面是蚀刻高精度图形,如集成电路、光电器件和光集成器件等电子学构件。离子束蚀刻还应用于减薄材料,制作穿透式电子显微镜试片。
2)离子束镀膜加工
离子束镀膜加工有溅射沉积和离子镀两种形式。离子镀可镀材料范围广泛,不论金属、非金属表面上均可镀制金属或非金属薄膜,各种合金、化合物、或某些合成材料、半导体材料、高熔点材料亦均可镀覆。
离子束镀膜技术可用于镀制润滑膜、耐热膜、耐磨膜、装饰膜和电气膜等。
7.等离子弧加工
(1)基本原理
等离子弧加工,是利用等离子弧的热能对金属或非金属进行切割、焊接和喷涂等的特种加工方法。
(2)主要特点
1)微束等离子弧焊可以焊接箔材和薄板;
2)具有小孔效应,能较好实现单面焊双面自由成形;
3)等离子弧能量密度大,弧柱温度高,穿透能力强,10-12mm厚度钢材可不开坡口,能一次焊透双面成形,焊接速度快,生产率高,应力变形小;
4)设备比较复杂,气体耗量大,只宜于室内焊接。
(3)使用范围
广泛用于工业生产,特别是航空航天等军工和尖端工业技术所用的铜及铜合金、钛及钛合金、合金钢、不锈钢、钼等金属的焊接,如钛合金的导弹壳体、飞机上的一些薄壁容器等。
8.超声加工
(1)基本原理
超声加工是利用超声频作小振幅振动的工具,并通过它与工件之间游离于液体中的磨料对被加工表面的捶击作用,使工件材料表面逐步破碎的特种加工,英文简称为USM。超声加工常用于穿孔、切割、焊接、套料和抛光等。
(2)主要特点
可以加工任何材料,特别适用于各种硬、脆的非导电材料的加工,对工件的加工精度高,表面质量好,但生产率低。
(3)使用范围
超声加工主要用于各种硬脆材料,如玻璃、石英、陶瓷、硅、锗、铁氧体、宝石和玉器等的打孔(包括圆孔、异形孔和弯曲孔等)、切割、开槽、套料、雕刻、成批小型零件去毛刺、模具表面抛光和砂轮修整等方面。
9.化学加工
(1)基本原理
化学加工(Chemical Etching),是利用酸、碱或盐溶液对工件材料的腐蚀溶解作用,以获得所需形状、尺寸或表面状态的工件的特种加工。
(2)主要特点
1)能加工任意能切削金属材料,不受硬度、强度等性能的限制;
2)适合大面积加工,并可同时加工多件;
3)不产生应力、裂纹、毛刺,表面粗糙度达Ra1.25-2.5μm;
4)操作简便;
5)不适宜加工对窄狭槽、孔;
6)不宜消除表面不平、划痕等缺陷。
(3)使用范围
适于大面积厚度减薄加工;适于在薄壁件上加工复杂型孔。
相关资讯

注塑模具常用六种模具材料
2025-06-06
注塑模具开模,钢材的选择不仅影响模具的使用寿命,也会影响开模的成本。有些特性塑料产品,可能还需要用到特定的材料。因为,开注塑模具,材料的选择尤为重要。以下是几种...

专注品质,深耕创新
2025-07-05
专注品质,深耕创新 在日常生活中,从我们手中的手机外壳、家里的塑料水杯,到汽车上的各种塑料配件、医疗设备里的精密塑料零件,这些塑料制品的诞生几乎都离不开一个关键...

以技术破壁与生态重构,定义注塑模具行业新范式
2025-07-04
以技术破壁与生态重构,定义注塑模具行业新范式 在制造业智能化转型的浪潮中,注塑模具作为连接设计创意与工业量产的核心载体,正经历着从“工具制造”到“价值创造”的深...

模具制造设计加工工艺流程
2025-06-07
一、模具制造工艺流程如下: 审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模—生产。(1)模架加工:(2)模芯加工(3)模具...

模具制造加工流程、标准、工艺及案例合集
2025-06-07
工艺流程图如下:我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。...

物流仓储领域的关键装备
2025-06-29
物流仓储领域的关键装备 托盘模具_台州杰锋模具有限公司 (jfmoulds.com) 一、托盘模具的特点与分类 托盘作为现代物流仓储行业的标准化基础器具,承担...